
Product Categories
Hot Products
 Product Name: Electric Flat...
Product Name: Electric Flat... Product Name: Lifting...
Product Name: Lifting... Product Name: Type A 5t-800t double-beam...
Product Name: Type A 5t-800t double-beam... Product Name: Gantry Crane for Railway...
Product Name: Gantry Crane for Railway... Product Name: FEM/DIN Double Girder...
Product Name: FEM/DIN Double Girder...
Project Case
Welcome to weihua crane group,Weihua crane Group was founded in 1988,
Weihua crane-Crane manufacturing process
Our company mainly produces bridge, gantry crane, with our own design, development capabilities and manufacturing and processing capacity; of our products related to metallurgy, hydraulic, power, chemical industry, papermaking, shipbuilding, aviation, space, ports and other industries, the current manufacturing maximum starting weight of the crane 900t, maximum lifting height of up to 400 meters, The maximum span is 70m.
In the structural parts manufacturing, our company has strong manufacturing capacity; have capacity of more than 5 million tons in a year, with open-book, school level, shearing, shot blasting, painting, drying capacity of a pre-processing production line; a numerical cutting equipment 5 sets; semi-automatic cutting more than 60 units, CO2 gas shielded welding, submerged arc welding (flat, angle welding) more than 200 units; other welding more than 300 units. A variety of shears, school-level machine, bending machine, rolling machine and other large-scale processing equipment. These devices to improve the structural parts of the manufacturing capacity to provide a strong guarantee.
In mechanical processing, the processing capacity of the company's equipment can be said in the chinese region's leading, we have 16 meters of floor milling and boring machine, upcoming visit to the factory m = 28, maximum machining diameter of φ3150 large-scale and large vertical lathe hobbing machine , CNC heavy duty horizontal lathe, all kinds of horizontal boring machine, vertical machining centers, precision milling, large, rare equipment for our processing of all kinds of large-scale, high-precision parts provided with equipment to ensure
Mechanical products is the production process from raw material to the entire machinery factory production process. It includes: blank manufacturing, machining, heat treatment, assembly, inspection, testing, painting and other major production process; also includes the packaging, transportation and other auxiliary processes. Its production process can be completed by a factory, you can also be completed by a number of factories. In addition to our large-scale structural parts, some machining parts manufactured by the company, there are some parts from the outside co-processing and manufacturing plants.
Crane from the metal structure (the main beams, side beams, platform and ladder railings, small frame, etc.), machining parts; purchased parts (bearings, fasteners, standard parts, etc.) and spare parts (due to our equipment or capacity reasons, the commission units processing components: If the hook) made through the assembled product.
Weihua crane,Crane process flow chart
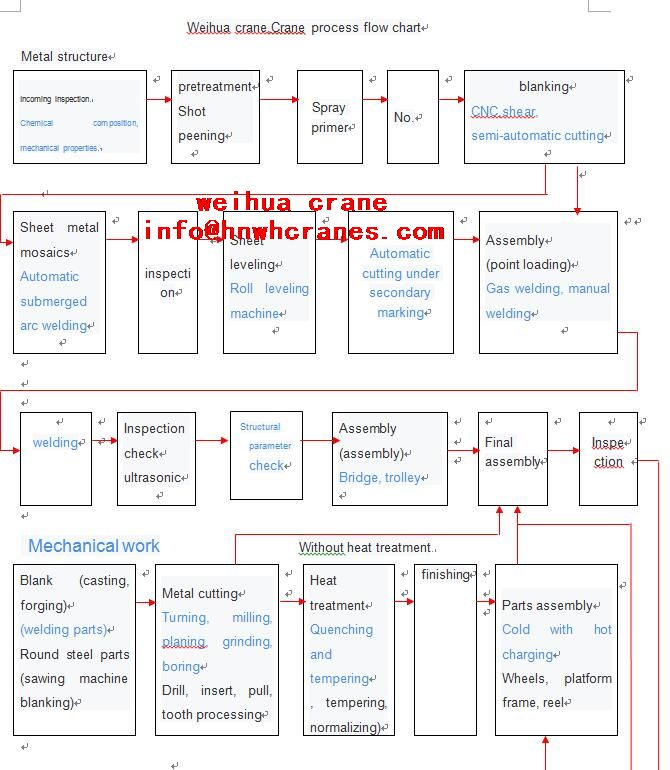
一 Production process for current each structure:
1.Inspection of the incoming material: it means that quality inspection department will check if the incoming materials (including steel, welding material) have certifications, verify them in accordance with the national standard and company. Recheck if necessary, conduct random inspection chemical composition and mechanical strength will be inspected by random samples to see whether
2. Pretreatment of steel surface:
Before cutting of the steel, shot and ball blasted, surface of important parts reach degree Sa2.5 of GB8923 standard. After removing the rust, paint anti-corrosive primer at once.
3. Spray primer
Primer spraying should be done immediately after shot blasting;Otherwise, the steel surface rusts.
4. Marking: according to the drawing, or directly draw the shape and processing boundary of the component on the material by using the template, sample bar and so on.
5. Blanking: blanking method: CNC cutting blanking, semi-automatic cutting blanking, cutting blanking, sawing blanking.
6. Plate splicing: some parts (such as the web of the main beam) need to be spliced by multiple plates.
Splicing, should be based on the size of parts, material size, according to the relevant process requirements for splicing.The semi-automatic cutter is used to bevel the welding seam according to the process requirements, and the submerged arc automatic welding is used for welding.
7. Inspection check: butt weld is important weld, according to the requirements, should be nondestructive flaw detection, X-ray detector should be not less than that stipulated in the GB3323 Ⅱ level, ultrasonic testing should be not less than that stipulated in the JB1152 Ⅰ level.For the unqualified places, carbon arc gas planing, and root cleaning, then welding.
Equipment: tf-3125 X-ray flaw detector.
8. Leveling: the board shall be leveled after splicing.
9. Underline twice, blanking:
After steel plate splicing, after flaw detection inspection, leveling, according to the shape and size required to draw the cutting line (marking material), and then use the semi-automatic cutting machine along the cutting line, and cut out the welding groove as required.
10. Assembly:
The metal structure parts can be assembled after all the plates and profiles are prepared.Assembly refers to the group pairs and assembly before welding.Is the plate, profile assembly into a frame.Spot welding is carried out between various parts by manual welding or gas shielded welding (positioning welding). According to different plate thickness, the length of spot welding seam is also different. The thicker the plate material is, the longer the spot welding seam is, which is within the range of 10-60.Point - solid welding spacing of about 100-300, about the thickness of the plate, the smaller the spacing.Spot welding must be firm.
11. Flaw detection and inspection
The main weld ultrasonic testing checks, web and cover four long weld, should reach stipulated by the defects in GB/T12469 class Ⅱ standard.The size of the structure meets the requirements of the drawing, and the camber is within the specified range.
12. Assembly (assembly)
Assembly is the assembly of parts together as required, assembled into large parts;When assembling, should undertake assembling according to relevant requirement.For example, when the main girder and end girder assembly are installed into the bridge frame, the center distance (track distance) between the two tracks and the diagonal length error of the bridge frame shall be ensured.When assembling the running mechanism of large and small cars, the positions of the wheels should be ensured, such as the vertical deviation, horizontal deviation and isostatic difference of the wheels.The assembly of lifting drum should be calibrated, the offset of drum axis, gear side clearance, coupling horizontal displacement, angular displacement and so on.
Ii. Production process of machined parts
1. Rough billet: the rough billet of machined parts mainly includes steel casting parts (zg270-500, zg340-640, etc.), cast iron parts (HT, QT), welding parts (steel plate and welding parts), and round steel parts (cutting with sawing machine).
2. Machining: machining refers to the process of using various machining methods (turning, milling, planing, grinding, boring, drilling, inserting, etc.) to change the shape, size, surface roughness, etc. of the blank to make it become a qualified part.
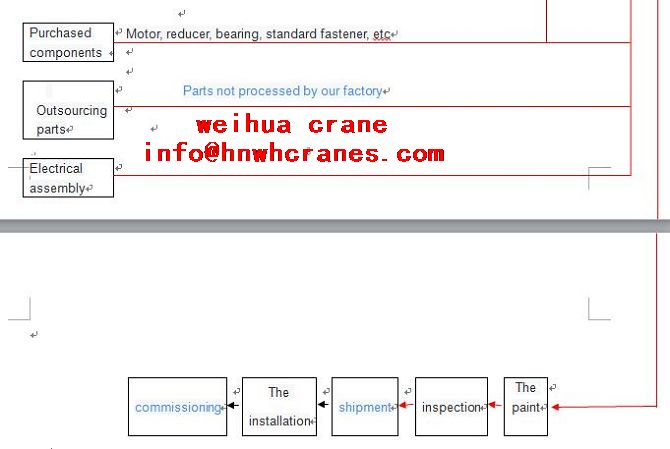
Electrical assembly;Electrical assembly and final assembly are completed by the electrician class.
Purchased parts: purchased parts shall be purchased by the purchasing department according to the configuration table provided by the design department and the detailed list of purchased parts provided by the process department.Mainly including motor, reducer, bearing, standard fastener, electrical components, and other standard parts.Assembly and final assembly teams shall take out from the warehouse for assembly according to the requirements of drawings.
Outsourcing parts: outsourcing parts are parts and components for which the enterprise provides design drawing materials and entrusts other enterprises to complete part or all of the manufacturing process due to insufficient equipment capacity or production capacity of the enterprise.
After the outsourcing parts return to the factory, they should be fully inspected according to the drawings and relevant technical requirements.
General assembly: assembly or trial assembly of each component according to the general drawing of the crane;For example, assembly of lifting mechanism on trolley frame, assembly of pulley block and bracket, assembly of operating mechanism and assembly of other parts.Some parts need to be dismantled due to transportation, and then assembled on site.However, the assembly must be carried out in the factory. Before disassembly, welding locating blocks shall be installed at the relevant positions of each component for positioning during the secondary assembly.Some parts are assembled on the spot, such as ladders, bars, etc.Which ones are installed on site depends on the specific situation
七 Inspection: After final assembly, quality inspection department will inspect completely according to relative standard and technical requirements, issue ex-work certificate if it’s qualified.
八 Paint: choose different paint (color, type) according to contract or working environment; Process department shall prepare color and type of the painting (type, color, quantity, thickness of primary and finish coat, etc.) according to requirements of the contract. See paint used in various environments in table 2.
九 Paint inspection: when painting is finished, check if film thickness meets requirements, no defect such as sag or crinkle
十 Delivery: transport the product to user.
十一: Site erection
十二: Acceptance
Manufacturing process of the products is finished.
Attachment: weihua crane crane whole processing
 weihua crane,Bridge whole processing
weihua crane,Bridge whole processing
 weihua crane,Bridge whole processing
weihua crane,Bridge whole processing
 weihua crane,Trolley frame whole processing
weihua crane,Trolley frame whole processing
 weihua crane,End beam integral processing
weihua crane,End beam integral processing



